Рис. 8.2. Конструкції коробчастих лотків-схилів для
переміщення стрижневих (а) та дискових (б) об'єктів
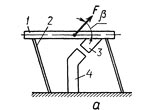
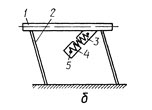
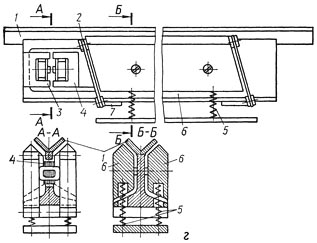
Лотки [3, 8, 21, 36]. Переріз лотка залежить від форми об'єкта, що транспортується, та способу його орієнтації. На рис. 8.2 показані конструкції коробчастих лотків-схилів для переміщення об'єктів, які мають форму тіл кочення. Як для стрижневих (рис. 8.2, а), так і для дискових (рис. 8.2, б) об'єктів можуть застосовуватись закриті (на рисунках - ліворуч) і відкриті (праворуч) конструкції лотків. У деяких конструкціях ширина лотка може регулюватись зміщенням одного з бортів 1, в інших лотках висоту останніх також можна регулювати зміщенням верхньої напрямної 2.
Рис. 8.2. Конструкції коробчастих лотків-схилів для
переміщення стрижневих (а) та дискових (б) об'єктів
Закриті лотки використовуються в тих випадках (наприклад, при розташуванні лотка великої протяжності під кутом нахилу до горизонту понад 10°), коли є небезпека випинання об'єктів вгору. Основні типи лотків-сковзалів, по яких об'єкти переміщуються під дією власної сили тяжіння, зображені на рис. 8.3. На рис. 8.3, а показані лотки (суцільні - ліворуч, складені - праворуч) з кутовим перерізом, який використовується для об'єктів, точно зорієнтованих в осьовому напрямку. До недоліків цих лотків можна віднести наявність у них підвищених опорів переміщенню об'єктів через значну силу взаємодії (тертя) між поверхнями об'єкта та опорної площини, що призводить до необхідності нахиляти ці лотки під великим кутом до горизонту.

Рис.8.3. Основні типи лотків-сковзалів
На рис. 8.3, б зображені лотки трубчастого
перерізу: круглі та півкруглі. Перші виготовляються жорсткими з прокату чи гнучкими
з дроту у вигляді пружин, гумового шланга чи полістиролових трубок. Гнучкі лотки
дають змогу змінювати напрямок транспортування, під час якого можна обертати
лоток (трубку), що знижує коефіцієнт (силу) тертя при переміщенні об'єктів по
лотку.
Рейкові лотки (рис. 8.3, в) застосовують
для переміщення стрижневих об'єктів вздовж їх осі, наприклад, поршнів (аналогічно
лоткам кутового перерізу, зображеним на рис. 8.3, а).
Разом з тим, вони служать також і для подавання об'єктів з буртом (рис.
8.3, г), наприклад, клапанів, болтів, штовхачів, шатунів тощо.
У ряді випадків виникає необхідність переміщення об'єктів у підвішеному
стані (наприклад, при гальванопокриттях та ін.). Тоді можуть застосовуватись
монорейкові лотки-сковзали (рис. 8.3, д).
При вертикальному розташуванні об'єктів з буртом використовуються
коробчасті лотки-сковзали закритого та напіввідкритого типів (рис.
8.3, е), які одночасно можуть відігравати роль нагромаджувачів і
живильників. При переміщенні об'єктів по вертикальному лотку вниз під дією власної
сили тяжіння в кінці шляху вони набувають великої швидкості руху.
Для сповільнення (керування) швидкості руху об'єктів лотку надають вібрації
в горизонтальній площині. Пристрій (рис. 8.4) складається
власне з лотка 1, двох плоских пружин 2, на яких закріплено лоток,
електромагнітного вібратора 3 та кронштейна 4 для кріплення вібратора.
Рухаючись вниз по лотку 1 під дією власної сили тяжіння, об'єкти співударяються
зі стінками лотка, завдяки чому їх рух сповільнюється. Регулюючи амплітуду та
частоту коливань лотка, можна змінювати швидкість опускання об'єкта. Можливі
режими роботи електромагнітного вібратора, при яких рух об'єктів припиняється.
Якщо розташувати по довжині лотка 1 сітку вібраторів 3, то, керуючи
режимами роботи останніх, можна забезпечити вертикальне переміщення об'єктів
усередині лотка.
Рис. 8.4. Пристрій для вертикального переміщення об'єктів
Рис.8.5. Перевалочні пункти для лотків
Вібраційні транспортні системи можуть бути одно- та двомасовими. В одномасовій
системі (рис. 8.6, а) несуча поверхня у вигляді
жолоба 1 встановлюється на похилих плоских пружинах 2, і система
настроюється на колорезонансний режим. Спрямована підвіска на пружинах 2
забезпечує сталість амплітуди по довжині несучої поверхні й напрямі збурюючої
сили F під кутом ![]() до горизонту,
що називається кутом кидання. Якір 3 електромагнітного вібратора
закріплено до несучої поверхні, а електромагніт 4 - до нерухомої основи.
Жорстке кріплення одномасової резонансної транспортної системи до основи має
ряд недоліків, насамперед - наявність значних згинальних моментів у місцях закріплення
пружин. Тому такі системи застосовуються для транспортування об'єктів лише на
невеликі відстані. Крім того, для забезпечення надійної віброізоляції опорні
частини транспортних пристроїв мають бути масивними.
до горизонту,
що називається кутом кидання. Якір 3 електромагнітного вібратора
закріплено до несучої поверхні, а електромагніт 4 - до нерухомої основи.
Жорстке кріплення одномасової резонансної транспортної системи до основи має
ряд недоліків, насамперед - наявність значних згинальних моментів у місцях закріплення
пружин. Тому такі системи застосовуються для транспортування об'єктів лише на
невеликі відстані. Крім того, для забезпечення надійної віброізоляції опорні
частини транспортних пристроїв мають бути масивними.
Рис. 8.6. До розгляду вібраційних транспортних пристроїв
Для зниження вібрації, що передається, та зменшення жорсткості несучої
поверхні останню встановлюють на "м'яку" (позарезонансну) підвіску. В таких
транспортних пристроях використовують своєрідну двомасову колорезонансну
систему (рис. 8.6, б). Одною масою є власне несуча поверхня 1,
встановлена на плоских пружинах 2 незначної жорсткості, а другою - магнітна
система вібратора. Електромагніт 4 з'єднано з несучою поверхнею 1
за допомогою пружини 5, розрахованої на роботу в колорезонансному режимі.
Якір 3 магнітної системи закріплюється жорстко до несучої поверхні 1.
У такій двомасовій системі амплітуди коливань несучої поверхні та електромагніту
обернено пропорційні їхнім масам. Щоб дістати потрібні швидкості переміщення
об'єктів, необхідно забезпечити значні амплітуди коливать несучої поверхні,
а отже, і масу електромагніту, внаслідок чого підвищується вібрація.
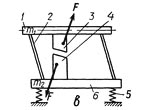
Для усунення зазначеного недоліка використовується двомасова система,
в якій вібромеханізм є ізольованим (рис. 8.6, в).
Маси m1 і m2 системи з'єднано плоскими пружинами
2. Система встановлюється на амортизаторах 5. Вібратори 3,
4 створюють дві однакові й протилежно спрямовані сили F, прикладені
до мас 1 і 6. Нормальна робота двомасового вібраційного транспортного
пристрою відбувається при виконанні умови, виключаючої дію на систему додаткового
моменту Mд , який приводить до виникнення паразитних коливань
у системі: Mд = Fl = 0, причому F - збурююче
зусилля; l - відстань від лінії дії зусилля F до центра тяжіння
вібраційної системи.
Виконання цієї умови забезпечується при використанні двомасового
транспортного пристрою, в якому центри тяжіння обох коливних мас m1
і m2 збігаються. Такі системи дістали назву зрівноважених,
а приклад їх реалізації зображено на рис. 8.6, г.
Транспортний пристрій складається з несучої поверхні 1, виконаної у вигляді
жолоба, яка являє собою зварену конструкцію елементів стандартного профілю.
Несуча поверхня 1 є одною з коливних мас. Друга маса складається зі щок
6, розташованих відносно несучої поверхні так, щоб центри тяжіння обох
мас збігалися. Щоки 6 жорстко скріплено між собою розпірними втулками,
які проходять крізь вікна в несучій поверхні. Обидві маси з'єднано між собою
пружною системою з плоских пружин 2, верхні кінці яких жорстко закріплено
безпосередньо до щок, а нижні за допомогою башмаків 7 - до нижньої несучої
поверхні.
Електромагнітний вібратор складається з двох взаємодіючих електромагнітів
3 і 4, встановлених із зазором у 1...2 мм. Електромагніт 3
закріплено до несучої поверхні, а електромагніт 4 - до щок 6.
Зазор регулюється завдяки можливості зміщення електромагніту 3. Система
працює в колорезонансному режимі, живлення здійснюється струмом промислової
частоти. Весь транспортний пристрій встановлюється на пружинах 5, що
відіграють роль амортизаторів і забезпечують віброізоляцію пристрою.
Розглянемо схему роботи вібраційного лотка-конвеєра з електромагнітним
вібратором, показану на рис. 8.6, д. Якщо через
котушку електромагніту 4 пропустити електричний струм, то під дією тягового
зусилля, що виникає, якір 3 виявиться притягнутим. Разом з ним такий
самий рух здійснить і жолоб 1, а пружини (підвіски) 2 повернуться
на відповідний кут. Таким чином, пружина ОА, встановлена спочатку під
кутом ![]() до вертикальної
осі, відхилиться від початкового положення на кут
до вертикальної
осі, відхилиться від початкового положення на кут ![]() ,
а верхній її кінець А, описавши дугу кола радіусом R, який дорівнює
довжині пружини, переміститься в точку А1. Внаслідок цього
точка А лотка переміститься в горизонтальній площині на відстань L,
а у вертикальній - на відстань h, тобто жолоб 1 перейде з положення
I-I у положення II-II.
,
а верхній її кінець А, описавши дугу кола радіусом R, який дорівнює
довжині пружини, переміститься в точку А1. Внаслідок цього
точка А лотка переміститься в горизонтальній площині на відстань L,
а у вертикальній - на відстань h, тобто жолоб 1 перейде з положення
I-I у положення II-II.
При обезструмлюванні електромагніту пружина з якорем 3
і жолобом 1 лотка під дією зусилля, що розвивається пружністю пружини
при вигині в момент притягування її до електромагніту, повернеться в початкове
положення. На цьому закінчиться перший цикл роботи пружини, який складається
з двох фаз: 1) ходу вперед під дією тягового зусилля електромагніту; 2) ходу
назад під дією власних сил пружності при вимкненому електромагніті.
Оскільки живлення котушок електромагніту здійснюється від мережі
змінного струму з частотою 50 Гц через випрямляч, описаних вище циклів роботи
пружини буде 50 за 1 с (при живленні без випрямляча таких циклів роботи пружини
буде 100 за 1 с).
Якщо на жолобі, що знаходиться в положенні I-I, є деталь
з масою т, то залежно від значення й характеру вертикального та горизонтального
прискорень жолоба при його переході з положення I-I у положення II-II
й навпаки деталь переміщатиметься по жолобу з різними швидкостями залежно від
режиму роботи привода.
У першій фазі, коли жолоб під дією тягового зусилля електромагніту
переміщається з положення I-I у положення II-II, точка В
жолоба під деталлю переміститься в точку В1. При цьому деталь,
втративши опору, впаде вертикально вниз на жолоб, який перемістився в положення
II-II (в припущенні, що між жолобом і деталлю немає тертя). Тоді точка
С деталі, яка у верхньому положенні I-I жолоба була суміщена з
точкою В жолоба, тепер суміститься з його точкою D1
, але вже в положенні II-II.
У другій фазі при переході жолоба з положення II-II в положення
I-I (тобто початкове) деталь переміститься з точки D1
у точку D на відстань L1.
Таким чином, за один цикл роботи пружини деталь здійснить одне
мікропереміщення L1. Оскільки за 1с таких мікропереміщень
буде 50 (або 100), рух деталі відбувається плавно, без помітних очима поштовхів.
Через те, що фактично між деталлю й жолобом лотка нема жорсткого зв'язку (крім
сил тертя), переміщення L1 не дорівнює L, а різниця
між ними визначається режимами руху деталі по лотку.
Конвеєри [8,
18]. Ці пристрої належать
до широкого класу механічних транспортних засобів, у яких як сила, що переміщує
виріб з одної точки простору в інші, використовується сила тертя між виробом
і робочими органами або зусилля, створюване упором робочого органа на вантаж,
який переміщується.
Робочі органи можуть бути несучими і тяговими. Останні
сприймають тягове зусилля, необхідне для переміщення об'єкта, що транспортується.
До них належать стрічки, ланцюги, штанги, канати. На несучих елементах розташовується
об'єкт, який переміщується. Несучими органами є стрічки, візки, ковші тощо.
У деяких конвеєрах, наприклад стрічковому, робочий орган одночасно виконує функцію
тягового та несучого органів. Механічні конвеєри є класичним видом транспортних
пристроїв, їх грунтовно вивчено й висвітлено в технічній літературі. Тут же
зупинимось на найбільш застосовних схемах конвеєрів для PTС.
| a | |||
| в | |||
|
Рис.
8.7. Крокові конвеєри
|
|||
Для живлення ПР широке застосування знаходять крокові конвеєри
(рис. 8.7). Найбільш поширеною є група штангових конвеєрних
транспортних пристроїв. На рис. 8.7, а зображено
схему штангового конвеєра з підпружиненими защіпками, який складається з штанги
1, що дістає зворотно-поступальний рух від привода (на рисунку не показано),
защіпок 2, несучої площини 3. Коли штанга рухається вперед (за
рисунком - праворуч), защіпки 2 захоплюють об'єкти 4 і переміщують
їх по несучій площині 3. В момент повернення штанги в початкове положення
підпружинені защіпки проходять під об'єктом. З метою виключення проскакування
об'єктами фіксованого положення швидкість штанги в кінці ходу сповільнюється
за допомогою фіксуючих пристроїв. Перевагою такого конвеєра є простота конструкції,
а недоліком - обмежена швидкість переміщення об'єктів (звичайно швидкість підведення
об'єкта до позиції фіксації не перевищує 0,05 м/с).
Забезпечення більш високої швидкості переміщення без зменшення
точності позиціонування досягається при використанні штангових конвеєрів з жорстким
зв'язком між робочим органом (штангою) та об'єктом, який здійснюється за допомогою
захватів або прапорців. Залежно від траєкторії руху робочих органів розрізняють
конвеєри з поворотною штангою, грейферні та рейнерні.
Конвеєри з поворотною штангою (рис. 8.7, б)
захоплюють об'єкти 2, розташовані на площині 4, прапорцями 3
при повороті штанги 1 навколо поздовжньої осі й переміщують їх на крок
уперед. Після зупинки штанги остання виводить прапорці з контакту з об'єктами
і повертається в початкове положення.
Аналогічно працюють грейферні та рейнерні конвеєри,
але для перших характерними є два зворотно-поступальних рухи в горизонтальній
та вертикальній площинах. Конструкції цих конвеєрів більш складні, а галузь
застосування обмежена.
Для переміщення стержньових об'єктів застосовуються пилчасті конвеєри одинарної чи подвійної дії. У перших пилчастоподібні нерухомі пластини 1 чергуються з пилчастоподібними рухомими пластинами 3. Внаслідок зворотно-поступального переміщення у вертикальній площині пилчастоподібних пластин 3 останні піднімають об'єкти 2, що знаходяться між зуб'ями нерухомої пластини 1, вище рівня зуб'їв останньої. Завдяки цьому об'єкти 2 скочуються по зуб'ях нерухомих пластин 1 по їхніх похилих частинах. У конвеєрах подвійної дії (рис. 8.7, г) пилчастоподібні пластини зміщено на півкроку, через що об'єкти 2 переміщуються під час ходу рухомої пластини 3 вгору та вниз відносно нерухомої пластини 1. Різновидом крокових транспортних пристроїв конвеєрного типу є штовхаючий, або шиберний, конвеєр (рис. 8.7, в), що переміщує об'єкти суцільним потоком на великі відстані. Звичайно об'єкти 1 подаються з магазину 2 в орієнтованому положенні на опорну площину 5, де кожний наступний об'єкт за допомогою штовхача - штока 3 пневмоциліндра 4 проштовхує всі об'єкти, які знаходяться на конвеєрі.
Рис. 8.8. Стрічкові конвеєри
Найбільш широко використовуються стрічкові конвеєри, на основі
яких може бути реалізована транспортна система для ГВС. Одним з прикладів реалізації
такої системи є розроблена німецькою фірмою "BOSH" гнучка транспортна система,
що компонується з уніфікованих модулів (рис. 8.8) [23].
У цій системі базова деталь 10 виробу, який складається, чи касета (палета)
з деталями закріплюється на супутниках 8, встановлених на двох рухомих
стрічках 4, виконаних з поліаміду, завтовшки 1,7 мм і завширшки 30 мм.
Супутник набирається з уніфікованих елементів (чотирьох модулів рамки 5,
об'єднаних несучою пластиною 6 з елементами кріплення) та базової деталі
або касети з деталями. Частина стрічки 4, що несе супутник, спирається
на кришку 3 несучого профілю 1. Повернення стрічки виконується
в порожнині 2 цього профілю. Супутники зупиняються висувними упорами
12, які взаємодіють з пластинами 9. При цьому стрічка продовжує
рухатись, проковзуючи відносно її опорних поверхонь. Супутник позиціонується
з похибкою 2 мм перпендикулярно до напряму руху буртами 3.
У місцях, які потребують фіксації з похибкою не більш як 0,5 мм,
до несучого профілю прикріплюють додаткові щоки, а при необхідності позиціонування
з похибкою не більш як 0,1 мм (наприклад, при складанні в касетах) між стрічками
встановлюється блок піднімання й точної фіксації супутника з конічними базуючими
штифтами, що взаємодіють з отворами 7 супутника. При необхідності спеціальним
модулем супутник може розвертатись на 90 чи 180°. Положення супутників контролюється
безконтактними індуктивними датчиками, які взаємодіють зі сталевими вкладишами
14 в пластмасовій рамці супутника. Крім того, для керування транспортною
системою задається інформація про завантаження супутників, стадію складання
виробу, його вид і вид супутника та його просторову орієнтацію, а також про
адресу транспортування. Для цього є система запису й зчитування кодів, яка складається
з штифтового носія кодів 11, зчитуючого безконтактного пристрою 13
та програмуючого пристрою 15, що здійснює зміщення кодових штифтів носія
кодів 11, Опис роботи уніфікованого модуля в складі транспортної системи
складальної ГВС подано в розд. 12, де аналогічні модулі входять до складу агрегатно-модульної
системи засобів автоматизації механічного складання.
Як високоефективні транспортні пристрої з примусовим переміщенням об'єктів застосовуються пневматичні та електромагнітні конвеєри, в яких на об'єкти діють повітряні та магнітні потоки. Пневматичні конвеєри економічно ефективні при переміщенні об'єктів, які характеризуються відносно невеликою густиною матеріалу, розвиненими опорними поверхнями чи значною поверхнею обтікання. До таких об'єктів належать плоскі та порожнисті вироби з різних матеріалів і сплавів зі значеннями відношень Sм/m > 0,01 та Sо/m > 0,1, де Sм і Sо - площі відповідно міделевого перерізу та поверхні обтікання; т - маса виробу.
Пневматичні конвеєри поділяються на дві групи, перша з яких характеризується тим, що об'єкти переміщуються завдяки сумарній дії тиску на торцову поверхню виробу та сил в'язкого тертя, які виникають між виробом і струминами повітря, спрямованими під деяким кутом до напряму руху. Для цієї групи конвеєрів характерним є також те, що співвідношення сил, створюваних тиском і тертям, залежить від форми та шорсткості поверхні об'єкта, форми, напряму та кроку розташування сопел, схеми виконання конвеєрів, яка може бути відкритою, напіввідкритою та закритою.
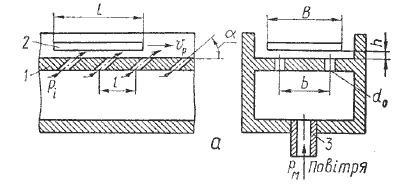
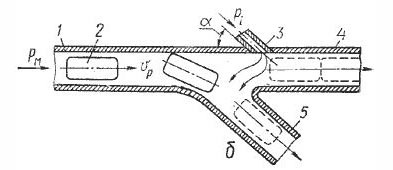
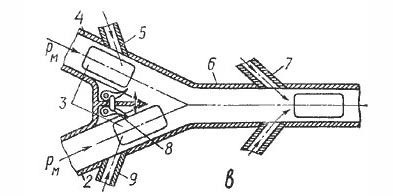
Рис. 8.9. До розгляду пневмоконвеєрів
Транспортування об'єктів на повітряній подушці дає змогу знизити втрати
на тертя при їх переміщенні по поверхні транспортного пристрою, створює додаткові
переваги при обслуговуванні виробів з легкодеформівними чи пошкоджуваними поверхнями,
а також з високими фрикційними властивостями (абразив, кераміка, гума тощо).
До таких транспортних пристроїв належить струминний пневмоконвеєр відкритого
типу (рис. 8.9, а). Він являє собою камеру 1
з несучою поверхнею потрібної довжини, де розташовано похилі сопла. Стиснуте
повітря з магістралі під тиском рм надходить крізь канал 3
в порожнину камери і далі крізь похилі сопла витікає на несучу поверхню конвеєра,
утворюючи під об'єктом 2, що переміщується, повітряну подушку (прошарок)
h.
Завдяки нахилу сопел під кутом ![]() до несучої поверхні конвеєра виникають сили, які сприяють переміщенню об'єкта
в напрямі нахилу сопел. Швидкість vp переміщення об'єкта визначається
питомим тиском pi, кутом витікання повітря
до несучої поверхні конвеєра виникають сили, які сприяють переміщенню об'єкта
в напрямі нахилу сопел. Швидкість vp переміщення об'єкта визначається
питомим тиском pi, кутом витікання повітря ![]() ,
конструктивними параметрами об'єкта L та В, його масою та фрикційними
властивостями поверхні, а також розміром d0 та розташуванням
на несучій поверхні похилих сопел, тобто параметрами l, b та
,
конструктивними параметрами об'єкта L та В, його масою та фрикційними
властивостями поверхні, а також розміром d0 та розташуванням
на несучій поверхні похилих сопел, тобто параметрами l, b та ![]() .
Оскільки швидкість vp транспортування об'єкта досягає великих
значень, його гальмування й повільну безударну зупинку доцільно здійснювати
дією зустрічних струмин повітря.
.
Оскільки швидкість vp транспортування об'єкта досягає великих
значень, його гальмування й повільну безударну зупинку доцільно здійснювати
дією зустрічних струмин повітря.
У процесі транспортування об'єктів часто виникає необхідність розподілу
транспортних потоків з урахуванням можливості їх автоматичного адресування до
технологічних позицій або зон обслуговування ПР. На рис. 8.9, б показано
схему пневмоконвеєра закритого типу із вбудованим струминним подільником транспортного
потоку. Несуча поверхня 1 конвеєра, як і описана вище (див. рис. 8.9,
а), має похилі сопла. На рис. 8.9, б їх
не показано. Сопла необхідні для створення сил в'язкого тертя та тиску при транспортуванні
об'єктів 2. При відсутності тиску рi у соплі 3
об'єкти 2 рухаються прямолінійно і, минувши рукав 5, прямують
в канал 4. В разі необхідності адресування об'єктів у рукав 5
КС вмикається електромагнітний клапан сопла 3, і об'єкт 2, що
потрапив у зону відгалуження, відсікається струминою повітря й прямує в рукав
5. Подібного роду транспортні пристрої з адресуванням об'єктів можуть
працювати в автоматичному режимі, коли треба розвантажити основний канал 4
у зв'язку з його завантаженістю об'єктами, як зображено на рис.
8.9, б. У цьому випадку сигнал керування електромагнітним клапаном
сопла 3 може формуватись на основі даних про завантаження каналу 4.
Для чіткої роботи таких пристроїв необхідно правильно вибрати основні параметри:
кут ![]() відгалуження рукава 5, кут
відгалуження рукава 5, кут  нахилу сопла 3 до твірної несучої поверхні, тиск рi
повітря в соплі та швидкість його витікання, а також координати розташування
сопел 3.
нахилу сопла 3 до твірної несучої поверхні, тиск рi
повітря в соплі та швидкість його витікання, а також координати розташування
сопел 3.
При створенні транспортних систем для РТС дуже важливим є також з'єднання
транспортних потоків при періодичному надходженні об'єктів. Такі системи, крім
основних функцій транспортування об'єктів, забезпечують комплектування складального
з'єднання, спрямовуючи об'єкти на складальну позицію чи в зону обслуговування
ПР у послідовності, зумовленій технологічним процесом.
Схему транспортного пристрою з об'єднанням транспортних потоків
показано на рис. 8.9, в. Транспортні потоки об'єктів
3, що рухаються по струминних пневмоконвеєрах 2 та 4, мають
в певній послідовності надходити в об'єднуючий канал 6. Виключення порушень
в черговості адресування об'єктів 3 з пневмоконвеєрів 2, 4
здійснюється синхронізуючою дією сопел 5, 9 та поворотного пристрою
8. Так, якщо потрібно першим пропустити об'єкт з пневмоконвеєра 2,
стиснуте повітря подається в сопло 9, розташоване в цьому каналі. При
цьому об'єкт 3 під дією струмини повітря, що витікає з сопла, натискує
на поворотний упор 8. Останній завдяки шарнірній тязі переводиться в
положення, яке перешкоджає проходженню об'єктів по конвеєру 4. Коли ж
виникає потреба пропустити об'єкт з конвеєра 4 в об'єднуючий канал 6,
стиснуте повітря подається в сопло 5 конвеєра 4. При цьому об'єкт
під дією струмини повітря, що витікає з сопла 5, натискує на поворотний
механізм 8, і останній переводиться в положення, яке запобігає переміщенню
об'єкта по конвеєру 2. Об'єкти, що надходять в об'єднуючий канал 6,
центруються й проштовхуються повітрям, яке витікає з сопел 7.
Друга група пневмоконвеєрів характеризується переміщенням об'єктів
під дією перепаду тисків у трубопроводі в напрямі переміщення. Конвеєри цієї
групи виконуються тільки за закритою схемою, що дає змогу транспортувати як
поштучні, так і сипучі матеріали. Швидкість транспортування об'єктів у закритих
пневмоконвеєрах може досягати 20 м/с, що в кілька разів більше, ніж у
відкритих пневмоконвеєрах, і в 20...40 разів вище, ніж у механічних конвеєрах.
В електромагнітних конвеєрах використовується поєднання змінного, пульсуючого та постійного магнітних полів, що дає змогу здійснювати безконтактне керування об'єктами, в тому числі спрямоване їх переміщення в задану позицію з потрібною швидкістю руху. Однак у промисловому виробництві як приводні пристрої для електромагнітних конвеєрів у найбільшій мірі застосовуються лінійні двигуни, які перетворюють електромагнітну енергію на поступальне переміщення металевих об'єктів.
Потрібні швидкості переміщення об'єктів у межах 0...0,16 м/с забезпечуються лінійними двигунами постійного струму. Для них тягове зусилля визначається за формулою
| (8.1) |
де
kя - коефіцієнт якорної обмотки;
Dя - діаметр осердя якоря;
d - діаметр дроту обмотки;
![]() - густина струму в якірній обмотці;
- густина струму в якірній обмотці;
![]() - середня густина струму в осерді.
- середня густина струму в осерді.
Для забезпечення значних тягових характеристик таких двигунів треба мати
потужне джерело струму, що обмежує галузь застосування конвеєрів з лінійними
двигунами постійного струму. Через це найбільше поширення дістали конвеєри з
асинхронними лінійними двигунами, що зумовлено рядом переваг, а саме: відсутністю
перетворювачів обертального руху на поступальний, а це суттєво спрощує конструкцію
двигуна; високими швидкостями переміщення (3 м/с й вище); коротким часом
розгону та зупинки; безшумністю; можливістю піднімання об'єктів коротшим шляхом.
Тягове зусилля асинхронних лінійних двигунів визначається за формулою
| (8.2) |
де 2р
- кількість основних пар полюсів магнітопроводу;
![]() - полюсний крок;
- полюсний крок;
В - розрахункова активна ширина пакета магнітопроводу;
рп - питома сила тяги двигуна.
Принцип роботи лінійного індукційного двигуна грунтується на тих самих
законах, що й асинхронного двигуна з обертальним рухом ротора, за винятком того,
що в ньому обертальний рух рухомої частини звичайного трифазного двигуна замінено
поступальним рухом його первинної або вторинної частини. Таким чином, лінійний
двигун являє собою звичайний електродвигун, ротор і статор якого розрізано й
розгорнуто в площині, причому довжину одної із його складових частин (статора
чи ротора) збільшено на потрібне переміщення.
Наявність розімкненого магнітопроводу кінцевої довжини призводить до появи поздовжніх
і поперечних крайових ефектів, які шкідливо впливають на характеристики двигунів,
внаслідок чого вони суттєво відрізняються від ідеальних характеристик.
Поздовжні ефекти зумовлено: нерівномірним розподілом магнітного потоку вздовж індуктора (при русі); появою гальмових зусиль, спричинених наявністю поряд з біжучою МРС ще й пульсуючої складової магнітного поля; неможливістю одержання синхронної швидкості руху при повній відсутності навантаження на рухомі частини двигуна; нерівномірним розподілом струмів у фазах обмотки.
Поперечні ефекти визначаються: нерівномірним розподілом магнітної індукції
по ширині індуктора; появою поперечних сил, які діють паралельно площині індуктора
й намагаються зрушити реактивну смугу та індуктор у напрямі, перпендикулярному
до напряму руху при зміщенні поздовжньої осі реактивної смуги та індуктора.
Всі транспортні пристрої на основі лінійних двигунів можуть бути виконані за
двома принципово відмінними варіантами. За першим з них двигун виконується з
довгою реактивною смугою та коротким індуктором, причому реактивна смуга розташовується
нерухомо по шляху переміщення індуктора, на якому встановлюються об'єкти, що
транспортуються.
Другий варіант побудови транспортного пристрою з лінійним двигуном
грунтується на використанні нерухомого протяжного індуктора та переміщуваної
реактивної смуги з об'єктами, які транспортуються. Коли як об'єкти використовуються
вироби з феромагнітних матеріалів, роль реактивних елементів відіграють самі
об'єкти.
Рис. 8.10. Схема транспортного пристрою з індуктивним лінійним двигуном
На рис.
8.10 зображено схему транспортного пристрою з індуктивним лінійним двигуном.
Пристрій дає змогу переміщувати на повітряній подушці плоскі металеві феромагнітні
об'єкти і являє собою варіант побудови транспортних пристроїв із розгорнутим
нерухомим індуктором і рухомими реактивними елементами - об'єктами, що транспортуються.
Повітряна подушка між переміщуваними об'єктами 2 та несучою поверхнею
1 конвеєра утворюється при витіканні стиснутого повітря крізь систему
вертикальних сопел, розташованих на несучій поверхні. Стиснуте повітря надходить
від магістралі 6 з тиском рм у замкнені порожнини 7.
У них розміщено індуктори 4, що створюють вздовж конвеєра біжуче магнітне
поле, яким захоплюються розташовані на повітряній подушці об'єкти в напрямі
та зі швидкістю, зумовленими характеристиками індуктора. Рух об'єктів контролюється
фотооптичною системою 5. Її елементи розташовано на корпусі 3
вздовж конвеєра в два ряди. Дані про характер переміщення об'єктів надходять
для корекції швидкості руху в КС.
Така побудова транспортного пристрою зручна для переміщення об'єктів
на порівняно коротку відстань. При необхідності збільшити відстань транспортування
можна застосувати кілька індукторів, установлених один за одним. Реактивний
елемент у цьому випадку є транспортним візком для переміщення об'єктів або безпосередньо
самим об'єктом (як на рис. 8.11). Використання переміщуваних
виробів як вторинної частини суттєво спрощує конструкцію лінійного конвеєра,
однак при цьому є ряд технічних труднощів, таких як нестабільність руху, необхідність
у спеціальних напрямних, наявність важких для усунення крайових ефектів. Тому
найчастіше використовуються коаксіальні транспортні пристрої з лінійними конвеєрами.
Рис. 8.11. Коаксіальний лінійний конвеєр
На рис. 8.11 зображено конвеєр, який складається з трубчастого лотка 3, на якому розміщено секціоновані котушки 2, підключені до джерела трифазного струму. Вся система є циліндричним індуктором біжучого магнітного поля. При збудженні струму в котушках об'єкт 1, який знаходиться в початковому положенні на початку конвеєра, починає переміщуватись по лотку 3 праворуч, підходить до положення а і зупиняється, бо в кінці індуктора до нього прикладаються сили протилежного знака, що перешкоджають переміщенню. Зміна знака сили відбувається через крайовий ефект, який у даному разі може виконувати корисну функцію - відсікати об'єкт від потоку. Справді, знаходячись в положенні а, об'єкт виштовхує з індуктора попередній виріб, що займає положення б.
Транспортні ротори [18]. Автоматичні роторні лінії можуть бути двох основних виконань:
В роторних лініях робочі операції виконуються в процесі транспортно-технологічного переміщення. З умови рівності продуктивності всіх елементів, які входять до складу роторної системи, випливає:
| (8.3) |
де:
vтр1, vтр2 - транспортні швидкості роторів,
між якими здійснюється міжопераційна передача об'єктів;
vтр - транспортна швидкість транспортного ротора;
hр1, hр2, hтр - крокові
відстані між позиціями робочих і транспортних роторів (рис. 8. 12, в).
 |
|
|
а
|
|
 |
|
|
б
|
|
|
|
|
в
|
|
Рис. 8.12. До розгляду транспотрних пристроїв
Транспортні ротори мають вигляд дисків (див. рис.
8.12) циліндричної форми з пазами за формою та діаметром об'єктів, які обслуговуються.
Передавання деталей з робочого ротора 1 на транспортний ротор 2
здійснюється чи перепаданням об'єктів під дією власної сили тяжіння без допомоги
будь-яких механізмів (рис. 8. 12, а), чи примусово
за допомогою перештовхувачів або кліщів-захватів (рис. 8.12,
б). Від випадання з пазів транспортного ротора об'єкти утримуються
нерухомими схватами 3.
Різниця крокових відстаней між позиціями роторів і транспортних
швидкостей визначається різними конструктивними міркуваннями: прагненням дістати
раціональне компонування роторної системи, застосуванням уніфікованих транспортних
роторів та ін.
Кінематичний зв'язок (див. рис. 8.12, б)
роторів при міжопераційній передачі об'єктів має забезпечувати збіг позицій
одного ротора з позиціями іншого в секторі приймання чи передавання об'єкта
за рівні проміжки часу, які відповідають темпу всієї роботизованої системи.
За рівності продуктивності роторів у загальному випадку повинна додержуватись
умова, що являє собою передаточне відношення міжопераційної передачі:
| (8.4) |
де:
Nр1, Nр2 - кількість позицій робочих роторів,
між якими здійснюється міжопераційна передача об'єктів;
n1, n2, nтр - кількість
обертів відповідних роторів;
Nтр - кількість захватних органів транспортного ротора.
Міжопераційна передача об'єктів здійснюється при спільному транспортному переміщенні захватних органів транспортних роторів і приймальних пристроїв робочих роторів, на яких може здійснюватись чи технологічна операція, чи розвантаження транспортованих об'єктів у зону обслуговування ПР. На схемі міжопераційної передачі об'єктів (див. рис. 8.12, в) буквою s позначено довжину шляху (дуги), на якому відбувається спільне переміщення приймальних пристроїв робочих роторів і захватних органів транспортних роторів, тобто виконуються приймання та передавання об'єктів. Значення спільного шляху визначається допустимим згідно з технологічним тактом часом tдоп:
| (8.5) |
Транспортні ротори класифікують за такими ознаками:
а) загальними
конструктивними - дискові з перештовхувачем, кліщеві;
б) співвідношення транспортних швидкостей робочого та транспортного роторів
- для передавання при однакових або неоднакових швидкостях;
в) конструкцією виконавчого органа виконавчого ротора - з відкритим робочим,
закритим приймальним гніздами чи без приймального гнізда;
г) характером передавання - з простим передаванням, зміною орієнтації об'єкта
чи траєкторії; зміною і траєкторії, і орієнтації.
Штабелери [13]. Клас транспортних пристроїв - штабелерів (крани штабелери, штабелери-маніпулятори, роботи-штабелери) призначений в основному для обслуговування нагромаджувальних пристроїв (складів), виконаних у вигляді багатоярусних стелажів з комірками (секціями) для зберігання об'єктів виробництва: виробів, деталей, супутників, технологічної оснастки та іншого обладнання. У функції штабелера входять: переміщення об'єктів між транспортними системами РТС, модулями РТС і зоною зберігання; розвантаження та завантаження секцій стелажів-нагромаджувачів, де комплектуються партії об'єктів із числа розміщених на складі. Особливості виконання й роботи штабелерів у складі ГВС розглядаються в розд. 11.